エラーが発生しました。後でもう一度試して下さい。
商業分野
サインイン
マーケット
ソリューション
エラーが発生しました。後でもう一度試して下さい。

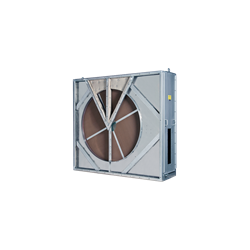
Munters zeolite rotor concentrator is integrated with a direct gas-fired air heater to provide the necessary heat for rotor regeneration. Solvent laden air is drawn through the zeolite rotor concentrator where the VOCs are removed by adsorption. The rotor turns continuously transporting VOC laden zeolite into a regeneration zone where heater air is used to desorb the VOCs forming a highly concentrated airstream. The system is designed to require only 5-10% of the original process volume for rotor regeneration.
The system is designed to be integrated with an oxidizer for VOC destruction. Typically a Regenerative Thermal Oxidizer (RTO) is used, however a recuperative thermal oxidizer with a primary heat exchanger can also be used. Customers looking to gain additional capacity from an existing oxidizer may want to consider this option. Munters can integrate a rotor concentrator with a desorption heater upstream of an existing oxidizer which will provide additional abatement capacity, and provide lower operating cost as the flow to the oxidizer will be reduced.
The system is fully assembled and tested to temperature in our ISO 9001 facility prior to shipment. This allows for easy installation and startup once onsite.
ユーザーIDが正しくありません。
エラーが発生しました。後ほどもう一度お試しください。
パスワードをお忘れですか?
ユーザーIDが正しくありません。
エラーが発生しました。後ほどもう一度お試しください。
Check your email within a couple of minutes to reset your password, if you can’t see any incoming messages try to check into your spam folder!